Top 100 Siemens PLC Interview Questions and Answers
Published on July 2, 2024 | Category: interviewShare this Page:
This page provides a comprehensive collection of the Top 100 Siemens PLC interview questions and answers, meticulously compiled to help candidates prepare for real-world industrial automation job interviews. Whether you're a fresher entering the automation field or an experienced professional looking to refresh your Siemens PLC knowledge, this guide covers a wide range of topics relevant to today's industry demands.
You’ll find in-depth questions on Siemens S7-1200, S7-1500, S7-300, and S7-400 PLC systems, along with detailed explanations related to TIA Portal, Step 7, and various programming languages including LAD (Ladder Logic), FBD, STL, and SCL.
The questions are categorized by:
- Basic and advanced PLC concepts
- Hardware configuration
- OB, FC, FB, DB blocks
- Memory addressing (I, Q, M, DB, T, C)
- Communication protocols such as Profinet, Profibus, Modbus
- Diagnostic tools, troubleshooting techniques, and real-world project scenarios
1. What is Siemens PLC?
A Siemens PLC (Programmable Logic Controller) is an industrial digital computer used to control manufacturing processes, such as machines on factory assembly lines or lighting fixtures. Siemens PLCs are known for their reliability, modularity, and powerful integration with HMI and SCADA systems.
2. Types of Siemens PLCs
Siemens offers various PLC families based on application size:
- S7-200: Micro PLC for small applications (now obsolete)
- S7-1200: Compact and modular PLC for mid-size automation
- S7-1500: High-performance PLC with advanced capabilities
- S7-300: Modular PLC used in medium to complex systems (older generation)
- S7-400: High-end PLC for large automation projects (also older generation)
3. What is TIA Portal?
TIA Portal (Totally Integrated Automation Portal) is Siemens' all-in-one engineering software for programming PLCs, HMIs, and drives. It integrates configuration, diagnostics, and programming into one platform, making development faster and more efficient.
4. What is STEP 7?
STEP 7 is Siemens’ classic PLC programming software used mainly for S7-300 and S7-400 series. It supports LAD, FBD, STL programming languages and hardware configuration, diagnostics, and online testing.
5. What is Siemens WinCC Flexible?
WinCC Flexible is Siemens’ older HMI design software used for configuring operator panels. It was used before TIA Portal introduced unified HMI design under its environment.
6. Which software is used for programming Siemens PLCs?
- TIA Portal: For programming S7-1200, S7-1500, and latest versions of S7-300/400
- STEP 7 (Classic): For programming S7-300 and S7-400 (legacy systems)
7. Which software is used for designing Siemens HMI?
- WinCC in TIA Portal: Modern and integrated HMI development
- WinCC Flexible: Used for older operator panels
8. Types of Siemens HMIs
- Basic Panels (for simple applications)
- Comfort Panels (high-performance and high-resolution displays)
- Mobile Panels (for handheld/mobile use)
- WinCC Runtime Advanced/Professional (PC-based HMI/SCADA systems)
9. What is Siemens SCADA?
Siemens SCADA is a supervisory control and data acquisition solution that enables centralized monitoring and control of industrial processes. Siemens offers SCADA under the WinCC platform.
10. Which software is used for Siemens SCADA?
- WinCC SCADA: Used for monitoring, data logging, alarms, trends
- WinCC Professional: Advanced PC-based SCADA integrated in TIA Portal
11. Why is TIA Portal preferred over STEP 7?
TIA Portal integrates PLC, HMI, and drive programming into a single environment, reducing engineering time. It also offers better diagnostics, modern UI, and support for S7-1200/1500, making it more efficient than STEP 7.
12. Difference between S7-300 and S7-1500 Series PLC
- S7-1500: Faster CPU, integrated display, advanced diagnostics, supports only TIA Portal
- S7-300: Older platform, widely used but slower and lacks modern features
13. Types of Protocols in Siemens
- PROFINET (Ethernet-based) - PROFIBUS (Serial-based) - MODBUS TCP/RTU - OPC UA/DA - Ethernet/IP - MPI (Multi Point Interface)
14. What is S7 Protocol?
S7 Protocol is Siemens' proprietary communication protocol used for programming and communication with Siemens PLCs over Ethernet or MPI/Profibus.
15. What is PLCSIM?
PLCSIM is Siemens’ PLC simulation tool that allows you to test and debug PLC logic without physical hardware.
16. What is an Organization Block (OB)?
OBs are special blocks in Siemens PLCs that control the execution of the user program. For example, OB1 is the main cyclic block, OB100 for startup, OB121 for error handling, etc.
17. When do we use Organization Blocks?
OBs are used to manage specific tasks or reactions in the PLC, such as startup (OB100), errors (OB121), communication (OB82), and regular execution (OB1).
18. What is the Main Organization Block?
OB1 is the main cyclic block in Siemens PLCs. It executes repeatedly and forms the main loop of the PLC program.
19. Supported Protocols of Siemens PLC
Siemens PLCs support: PROFINET, PROFIBUS, Modbus TCP/RTU, OPC UA, Ethernet/IP, MQTT, and more depending on the CPU and communication modules used.
20. Can Siemens PLC communicate with other SCADA and HMI systems?
Yes, Siemens PLCs can communicate with third-party SCADA and HMI using open protocols like Modbus, OPC UA/DA, or Ethernet/IP.
21. How does Siemens PLC work?
Siemens PLCs scan input signals, execute the program logic, and update output signals cyclically. The scan cycle includes reading inputs, program execution (OB1), and writing outputs.
22. Components of Siemens PLC
- CPU (central processing unit)
- Power supply module
- Input/Output modules (Digital/Analog)
- Communication modules
- Programming device/software
23. What is a relay used in Siemens PLC?
Relays in PLC outputs are used to switch external devices like motors, lights, or solenoids based on the PLC program. They can be electromechanical or solid-state.
24. Types of Programming Languages Supported in Siemens PLC
- LAD (Ladder Logic)
- FBD (Function Block Diagram)
- STL (Statement List)
- SCL (Structured Control Language – similar to Pascal)
25. Does Siemens support IEC standards?
Yes, Siemens PLCs support IEC 61131-3 standards which define the programming languages and structures for PLC programming.
26. What are Siemens Timers?
Timers are logic instructions used to delay operations. Siemens provides: - On-delay timer (TON) - Off-delay timer (TOF) - Pulse timer (TP)
27. Types of Non-IEC Timers in Siemens
Non-IEC timers include S5 timers (S_PULSE, S_ODT, S_OFFDT) mostly used in older systems like S7-300/400.
28. Why does Siemens have Non-IEC Timers?
Siemens retained non-IEC timers for backward compatibility with older systems like S5 and early S7 PLCs. They are still supported for legacy migration.
29. Difference Between IEC Standard Functions and Siemens Standard Instructions
- IEC functions (TON, TOF, TP) are standard across PLC vendors.
- Siemens-specific (S5) timers are proprietary and limited to Siemens systems.
IEC standard promotes portability; Siemens standard ensures compatibility with older hardware.
30. What is a Function Block in Siemens PLC?
A Function Block (FB) is a reusable code block that can store internal memory using an associated data block (DB). It’s used to encapsulate complex logic (e.g., PID control) with multiple inputs, outputs, and memory.
31. What is SCL programming language?
SCL (Structured Control Language) is a high-level textual programming language used in Siemens PLCs. It is similar to Pascal and is ideal for complex algorithms, loops, and mathematical operations.
32. Is SCL the same as Structured Text?
Yes, SCL is Siemens' implementation of Structured Text (ST), which is defined by the IEC 61131-3 standard. SCL and ST are often used interchangeably in Siemens TIA Portal.
33. What is the high-level programming language in Siemens PLC?
The high-level language used in Siemens PLC is SCL (Structured Control Language). It is used for tasks that require advanced control logic, loops, and calculations.
34. What is SCL used for in Siemens PLC?
SCL is used to implement complex logic, calculations, string operations, loops, and functions that are difficult to achieve in ladder logic (LAD) or function block diagram (FBD).
35. What is MPI?
MPI (Multi-Point Interface) is Siemens’ proprietary serial communication protocol used for programming and communication between PLCs, HMIs, and programming devices in older systems like S7-300.
36. What is PROFINET?
PROFINET is an Ethernet-based industrial communication protocol used in Siemens automation. It provides high-speed, real-time communication between PLCs, I/O modules, HMIs, and SCADA.
37. What is PROFIBUS?
PROFIBUS is a serial communication protocol used to connect PLCs, sensors, and actuators. It is robust and commonly used in legacy Siemens PLCs like S7-300 and S7-400.
38. What is TCP/IP?
TCP/IP (Transmission Control Protocol/Internet Protocol) is a standard network protocol suite used for industrial Ethernet communication. Siemens PLCs use TCP/IP for communication with SCADA, PCs, and servers.
39. Steps to make a Siemens PLC program
1. Open TIA Portal
2. Create a new project
3. Add and configure the PLC hardware
4. Assign device addresses and modules
5. Write the PLC program using LAD, FBD, or SCL
6. Download the program to the PLC
7. Monitor and test the program
40. Steps to start designing an HMI
1. Open TIA Portal
2. Add an HMI device (e.g., Comfort Panel)
3. Configure screen resolution and layout
4. Add buttons, indicators, and input/output fields
5. Link tags to PLC variables
6. Create alarms and data logging if needed
7. Download the configuration to the HMI
41. What is data logging in Siemens SCADA?
Data logging is the process of recording process values (like temperature, speed, pressure) over time for monitoring and analysis. Siemens SCADA (WinCC) provides features to log and trend such data.
42. Can we communicate Siemens PLC with SCADA?
Yes, Siemens PLCs can communicate with SCADA systems (such as WinCC, iFix, or Wonderware) using protocols like OPC, PROFINET, or MODBUS TCP/IP.
43. How does communication work in Siemens PLC?
Communication is established using hardware ports (Ethernet, MPI, PROFIBUS) and configured in software using network settings, device addresses, and protocols like PROFINET or TCP/IP.
44. What is TIA Administration?
TIA Administration refers to managing TIA Portal projects, users, libraries, and device configurations. It includes backing up, restoring, version controlling, and maintaining engineering projects.
45. What is Basic HMI?
Basic HMI panels are low-cost operator panels from Siemens used for simple visualization tasks. They support limited functions and smaller tag counts compared to Comfort panels.
46. What is Comfort Panel HMI?
Comfort Panels are advanced Siemens HMI panels with high-resolution displays, better performance, and support for complex visualizations, scripts, and data logging.
47. What is Windows RT (Runtime)?
Windows Runtime (RT) is a PC-based runtime system that runs WinCC or HMI visualizations without dedicated HMI hardware. It’s used for testing or deploying HMIs on industrial PCs.
48. How to configure network in Siemens PLC?
In TIA Portal:
- Open “Device Configuration”
- Click on Ethernet port
- Assign IP address and subnet
- Link PLC to a PROFINET or TCP/IP network
- Compile and download to the PLC
49. How to set address of PLC?
In the PLC device configuration, select the Ethernet port and assign the desired IP address, subnet mask, and gateway (if needed).
50. How to set address of HMI?
In the HMI device configuration, set the HMI’s IP address and ensure it’s in the same subnet as the PLC. Assign communication channels accordingly.
51. What is network configuration?
Network configuration involves setting up IP addresses, subnet masks, device names, and communication paths between devices like PLCs, HMIs, and PCs to enable data exchange.
52. What is Siemens Mobile Panel HMI?
Siemens Mobile Panels are portable HMI devices that allow operators to move freely on the shop floor while interacting with machines. They provide safe control through emergency stops and enable switches.
53. What is a PC Station?
A PC Station is an engineering or runtime PC configured to communicate with Siemens devices. It can run WinCC SCADA, OPC server, or act as an HMI.
54. How to configure PC Station in Siemens?
Use Siemens “Station Configuration Editor” or “HW Config” to define modules like CP cards, OPC servers, and assign network interfaces. Link with TIA Portal or STEP 7 projects.
55. Use of Siemens PC Station
- Running SCADA (WinCC Runtime)
- Acting as OPC server
- Engineering and simulation
- Data acquisition and storage
56. Types of user applications in Siemens environment
- HMI Runtime Applications
- SCADA Operator Systems
- Engineering Stations (for programming/configuration)
- OPC Server/Client Applications
57. What is an OPC Server?
An OPC server acts as a data intermediary between automation systems (like PLCs) and clients (like SCADA or HMIs), using the OPC protocol to exchange real-time data.
58. Application of OPC in Siemens PLC
OPC enables data access, alarm monitoring, and historical logging between Siemens PLCs and third-party software like SCADA, MES, or reporting tools.
59. What is Siemens Runtime?
Siemens Runtime (RT) refers to the execution environment for HMI or SCADA applications on an HMI panel or PC station after the project has been downloaded.
60. What is Siemens HMI RT?
HMI Runtime (RT) is the operating mode of a Siemens HMI device or panel where the downloaded project runs and interacts with the PLC in real-time.
61. Difference between STEP 7 and TIA Portal
- STEP 7: Classic software for S7-300/400 programming
- TIA Portal: Unified engineering platform for PLC, HMI, drives with modern interface and support for S7-1200/1500
62. What is PG/PC Interface?
The PG/PC Interface is the communication setting on a programming device (PG or PC) that defines how it connects to the PLC (e.g., via Ethernet, MPI, PROFIBUS).
63. What is PN/IO?
PN/IO (PROFINET I/O) refers to the decentralized I/O devices connected over PROFINET network. PLC acts as an IO Controller, and devices are IO Devices.
64. Where is PG/PC Interface located?
The PG/PC Interface is found in the Windows Control Panel under: Control Panel → Siemens → Set PG/PC Interface. It allows you to select the proper communication adapter.
65. What is hardware configuration?
Hardware configuration involves defining the PLC model, power supply, communication modules, and I/O modules in the software so it matches the real-world setup.
66. How to configure rack and slot in Siemens PLC?
In TIA Portal or STEP 7, open device configuration, select rack layout, and place modules in appropriate slots according to the real hardware. Each CPU or module has predefined slot numbers.
67. What is a communication module?
A communication module (e.g., CP343, CP1543) is used in Siemens PLCs to enable communication over networks like Ethernet, PROFIBUS, or MODBUS.
68. Why is a communication module used?
It expands the communication capabilities of a PLC, allowing it to connect with other PLCs, SCADA systems, or industrial networks for data exchange.
69. Basic structure of Siemens PLC
- Power Supply
- CPU
- Communication Module
- I/O Modules (DI/DO/AI/AO)
- Memory (load and work memory)
- Programming port (MPI/PROFINET)
70. Basics of making a PLC program
- Define the task logic
- Select the right PLC model
- Create a new project in TIA Portal
- Configure hardware
- Write program in LAD/FBD/SCL
- Download to PLC and test
71. Types of instructions in Siemens Ladder Programming
- Bit Logic (AND, OR, NOT)
- Timer and Counter Instructions
- Comparison Instructions
- Arithmetic Operations
- Move and Conversion Instructions
- Program Control (Jump, Call, Return)
72. Types of counters in Siemens PLC
Siemens PLC supports the following types of counters:
- CU (Up Counter): Increments value on rising edge
- CD (Down Counter): Decrements value on rising edge
- CTU: IEC standard up counter
- CTD: IEC standard down counter
- CTUD: IEC standard up/down counter
73. Types of IEC instructions available in PLC programming
IEC 61131-3 standard defines:
- Basic Instructions (AND, OR, MOVE, NOT)
- Timers (TON, TOF, TP)
- Counters (CTU, CTD, CTUD)
- Comparators (>=, <, =, etc.)
- Arithmetic operations (+, -, *, /)
- Function calls and control logic
74. How to connect an analog sensor in Siemens PLC
Connect the analog sensor's output (e.g., 4-20 mA or 0-10V) to an analog input module (AI). Ensure the wiring matches the module configuration and scaling is done in software.
75. What is the address of an analog signal in Siemens PLC?
Analog input addresses typically start with IW (for 16-bit input) or PIW for peripheral input. Example: IW64 or PIW288.
76. What is the address of a digital input signal?
Digital input addresses start with I. For example, I0.0 is input byte 0, bit 0.
77. Where to connect digital signals in Siemens PLC?
Digital signals (push buttons, sensors) are connected to digital input (DI) modules. Outputs (like lights, relays) are connected to digital output (DO) modules.
78. What is a modular Siemens PLC?
A modular PLC consists of separate modules like CPU, I/O, and power supply that can be assembled on a rack. It allows scalability and flexibility.
79. Name of Siemens modular PLCs
- S7-300
- S7-400
- S7-1500 (modular with integrated display)
80. Name of compact Siemens PLCs
- S7-200 (legacy)
- S7-1200 (current generation compact PLC)
81. What is a compact Siemens PLC?
A compact PLC has integrated power supply, CPU, and I/O in a single unit. It's used in small to medium automation projects. Example: S7-1200.
82. What is Ethernet communication?
Ethernet communication in Siemens PLC is used to connect devices like HMIs, SCADA, and programming PCs using PROFINET or TCP/IP protocols over LAN.
83. Can we use an IP address for Siemens PLC?
Yes, Siemens PLCs (like S7-1200, S7-1500) can be assigned a static IP address for Ethernet communication and integration with HMIs, SCADA, or remote devices.
84. How to address Siemens PLC?
In TIA Portal, select the PLC in device configuration, go to properties → Ethernet address → assign IP address (e.g., 192.168.0.1).
85. Siemens data types
- BOOL (1-bit logic)
- BYTE (8-bit unsigned)
- WORD, DWORD (16/32-bit)
- INT, DINT (signed integers)
- REAL (floating point)
- STRING, CHAR
- ARRAY, STRUCT, TIME, DATE
86. What is BOOL data type in Siemens PLC?
BOOL represents a single-bit value that can be either TRUE or FALSE. Used for digital inputs/outputs and logical conditions.
87. Which instruction is used for analog scaling?
The NORM_X and SCALE_X instructions are used to normalize and scale analog values in Siemens PLCs. You can also use simple math logic in SCL or FBD.
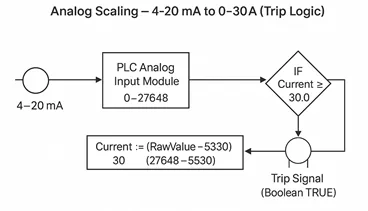
88. Analog scaling example: 4-20 mA to 0–30A trip logic
Input signal: 4–20 mA mapped to 0–27648 (raw value)
Scaling logic (SCL):
Current := (RawValue - 5530) * 30.0 / (27648 - 5530);
IF Current >= 30.0 THEN Trip := TRUE; END_IF;
89. What is an array?
An array is a data structure that holds multiple values of the same data type. Example: Array[1..10] of INT can store 10 integer values.
90. Why use an array data type?
Arrays help manage repeated data types, such as sensor values, alarms, or setpoints. They simplify looping and data processing.
91. How to generate a data report in Siemens SCADA?
Use WinCC reporting features to log tags, alarms, and process data to CSV or PDF. Configure the data log, reporting format, and time/event-based triggers.
92. What is the use of instructions in ladder logic?
Instructions like contacts, coils, timers, counters, and comparators form the basic building blocks of ladder logic. They represent the logic flow similar to relay diagrams.
93. Define FBD (Function Block Diagram)
FBD is a graphical programming language where logic is built using interconnected blocks. It’s easier for process engineers and supports structured programming.
94. What is a CFC in Siemens?
CFC (Continuous Function Chart) is a Siemens programming language used in PCS 7 systems for high-level process automation. It allows free positioning and interconnection of blocks.
95. Where do we use CFC?
CFC is used in process automation industries (chemical, oil & gas) in Siemens PCS 7 systems for complex, continuous control tasks.
96. What happens if a module stops working while PLC is running?
The PLC may enter a diagnostic state, OB82 or OB86 (module failure) gets triggered, and relevant I/O data becomes invalid. Appropriate error handling should be programmed.
97. What happens if the PLC enters error mode?
In error mode, cyclic execution stops, and the CPU enters STOP mode. OB121 or OB122 may be triggered. Diagnostics need to be checked using TIA Portal.
98. How to avoid errors in PLC programming?
- Use proper OBs for error handling
- Validate inputs before use
- Use watchdogs, interlocks, and diagnostics
- Test programs in PLCSIM before download
99. What happens if the PLC suddenly stops?
All outputs are turned off for safety. The CPU status LED indicates fault. Restart is possible after clearing faults or power cycle.
100. Can we edit the program during runtime?
Yes, Siemens PLC allows online editing in TIA Portal. Minor changes can be made while the PLC is in RUN mode without stopping the machine.
101. How to download and upload a program to the controller?
- Connect PC to PLC via Ethernet or USB
- Open TIA Portal
- Select the device and go to Online → Download
- For upload: Go to Online → Upload from device into the project
102. What is the download procedure in Siemens TIA Portal?
1. Compile the project
2. Connect to PLC via proper interface
3. Click “Download to device”
4. Select the CPU
5. Start download and run the program after transfer
103. What is the upload procedure in Siemens PLC?
The upload procedure allows you to transfer the existing program and hardware configuration from the PLC to your PC. This is useful when the source project file is lost or when maintaining existing systems.
Steps to upload:
- Open TIA Portal
- Connect your PC to the PLC using Ethernet or USB
- Go to Online → Upload device
- Select the CPU and confirm the device
- Upload program and hardware configuration into a new or existing project
104. What is the Download option in Siemens PLC?
The Download option is used to transfer the program, hardware configuration, and parameters from your engineering PC to the PLC. It is typically used during commissioning or after modifying the project.
Steps to download:
- Connect your PC to the PLC
- Click on Download to device in TIA Portal
- Select the correct interface and device
- Start the download
- Switch PLC to RUN mode if required
105. What is the Upload option in Siemens PLC?
The Upload option retrieves the current program and hardware configuration stored in the PLC. This is useful for backup, maintenance, or when the original project file is unavailable.
106. Types of Programming Blocks in Siemens PLC
Siemens PLC supports the following block types:
- OB (Organization Block): Controls execution flow (e.g., OB1 – cyclic main program)
- FC (Function): Reusable logic blocks without memory
- FB (Function Block): Reusable logic blocks with memory (uses a data block)
- DB (Data Block): Stores data, either global (shared) or associated with FB
107. What is a Data Block (DB) in Siemens PLC?
A Data Block is a memory area used to store user-defined variables or data. There are two types:
- Global DB: Shared across the program
- Instance DB: Tied to a specific Function Block (FB), stores its memory
DBs can store INT, BOOL, REAL, ARRAY, STRUCT, and other complex data types.
108. What is a Function Block (FB) in Siemens PLC?
A Function Block is a reusable section of code that includes both logic and internal memory. Each FB requires an associated Instance Data Block (IDB) to store its status and values between cycles.
Use cases: Motor control, PID control, valve control, reusable sequences
Williamcoize
July 31, 2026, 12:16 amВывод из запоя — это медицинская процедура, направленная на снятие алкогольной интоксикации, очищение организма от продуктов распада этанола, стабилизацию физического и психического состояния пациента. Когда употребление алкоголя продолжается несколько дней, недели или месяцев, организм испытывает серьезные нагрузки: страдают печень, почки, сердце, сосудистая и нервная системы, ухудшается сон, появляется тревожность, агрессия, рвота, головные боли, потеря сил, дезориентация и риск белой горячки. В таком случае нужна не просто домашняя помощь, а профессиональная наркологическая помощь под контролем врача.
Ознакомиться с деталями - <a href=https://vyvod-iz-zapoya-v-novorossijske3.ru/>срочный вывод из запоя в новороссийске</a>
Richardspupt
July 30, 2026, 10:38 pmВ любое время врач-нарколог приедет на дом для постановки капельниц, с помощью которых проводится очищение организма и снятие алкогольной интоксикации. Формат на дому удобен, если больному сложно ехать в центр, он ослаблен, страдает от бессонницы или хочет получить помощь в домашних условиях рядом с родственниками. При признаках инсульта, судорог, припадков, суицидальных высказываний, тяжелой рвоты, психоза или угрозы смерти требуется не домашний детокс, а стационар клиники с круглосуточным врачебным контролем.
Ознакомиться с деталями - <a href=https://vyvod-iz-zapoya-v-lyubercah14-3.ru/>www.domen.ru</a>
Robertcog
July 30, 2026, 9:39 pmПомощь можно получить анонимно, с аккуратным оформлением и внимательным отношением к личным данным.
Получить дополнительные сведения - <a href=https://narkolog-na-dom-v-novorossijske2.ru/>запой нарколог на дом в новороссийске</a>
DavidDrusy
July 30, 2026, 8:46 pmВывод из запоя в стационаре в Москве требуется в случаях, когда человек пьет несколько дней, не может самостоятельно остановиться, плохо спит, отказывается от еды, испытывает тремор, тревогу, боли, скачки давления или признаки острой интоксикации. В такой ситуации домашнего ухода часто недостаточно: нужна медицинская помощь, контроль состояния, грамотная детоксикация организма и возможность быстро получить обследование. Стационарное лечение помогает безопасно выйти из запойного состояния, снизить нагрузку на сердце, печень, нервную и сосудистую системы, а также начать полноценное восстановление.
Изучить вопрос глубже - <a href=https://vyvod-iz-zapoya-v-stacionare-v-moskve14-2.ru/>srochnyy-vyvod-iz-zapoya-moskva</a>
Donaldbaile
July 30, 2026, 8:37 pmПри внутривенном введении растворов компоненты, минуя желудочно-кишечный тракт, сразу попадают в сосудистое русло. Это принципиально, если у пациента наблюдается сильная рвота, из-за которой прием таблеток теряет смысл. Физраствор и глюкоза снижают концентрацию этанола в крови, разжижают кровь, используются для восполнения дефицита жидкости и электролитов. Кроме того, растворы разжижают кровь, ускоряют выведение продуктов распада алкоголя через почки и снижают нагрузку на печень. В состав обязательно включают витаминные комплексы (особенно B1, B6), антиоксиданты и ноотропы, которые улучшают мозговой кровоток и обменные процессы. Седативные и снотворные компоненты мягко устраняют тревогу, раздражительность и агрессию, позволяя больному заснуть естественным сном уже в течение первого часа после начала вливания. Облегчение симптомов похмелья и алкогольной интоксикации обычно наступает уже в течение первого часа после начала внутривенного введения растворов. Благодаря такому подходу пациент быстро почувствовал себя лучше.
Детальнее - <a href=https://kapelnica-ot-zapoya-v-moskve14-1.ru/>vyzvat-kapelnicu-na-dom-ot-zapoya-anonimno</a>
Charlesduafe
July 30, 2026, 7:53 pmРекомендации строятся вокруг состояния человека, а не по универсальному шаблону для всех случаев.
Разобраться лучше - <a href=https://vyvod-iz-zapoya-v-lyubercah14-2.ru/>вывод из запоя круглосуточно</a>
AlfredBah
July 30, 2026, 6:39 pmЗаявку можно оставить в любое время, специалист быстро сориентирует по дальнейшим действиям.
Получить дополнительную информацию - <a href=https://vyvod-iz-zapoya-v-novorossijske1.ru/>вывод из запоя капельница на дому</a>
ThomasNeifs
July 30, 2026, 6:35 pmПомощь можно получить анонимно, с аккуратным оформлением и внимательным отношением к личным данным.
Получить больше информации - https://vyvod-iz-zapoya-v-anape4.ru
Randynem
July 30, 2026, 6:31 pmЭта медицинская заметка содержит сжатую информацию о новых находках и методах в области здравоохранения. Мы предлагаем читателям свежие данные о заболеваниях, профилактике и лечении. Наша цель — быстро и доступно донести важную информацию, которая поможет в повседневной жизни и понимании здоровья.
Есть чему поучиться - выпил выпей от похмелья
Roscoenob
July 30, 2026, 6:27 pmСоблюдаем конфиденциальность, бережно общаемся с пациентом и его близкими на каждом этапе.
Исследовать вопрос подробнее - <a href=https://vyvod-iz-zapoya-v-anape6.ru/>врач вывод из запоя</a>
Danielmic
July 30, 2026, 6:21 pmВрач учитывает симптомы, риски, анамнез и семейную ситуацию, чтобы предложить подходящую программу.
Подробнее - <a href=https://vyvod-iz-zapoya-v-stacionare-v-moskve14.ru/>www.domen.ru</a>
Donaldbaile
July 30, 2026, 6:04 pmПри внутривенном введении растворов компоненты, минуя желудочно-кишечный тракт, сразу попадают в сосудистое русло. Это принципиально, если у пациента наблюдается сильная рвота, из-за которой прием таблеток теряет смысл. Физраствор и глюкоза снижают концентрацию этанола в крови, разжижают кровь, используются для восполнения дефицита жидкости и электролитов. Кроме того, растворы разжижают кровь, ускоряют выведение продуктов распада алкоголя через почки и снижают нагрузку на печень. В состав обязательно включают витаминные комплексы (особенно B1, B6), антиоксиданты и ноотропы, которые улучшают мозговой кровоток и обменные процессы. Седативные и снотворные компоненты мягко устраняют тревогу, раздражительность и агрессию, позволяя больному заснуть естественным сном уже в течение первого часа после начала вливания. Облегчение симптомов похмелья и алкогольной интоксикации обычно наступает уже в течение первого часа после начала внутривенного введения растворов. Благодаря такому подходу пациент быстро почувствовал себя лучше.
Детальнее - <a href=https://kapelnica-ot-zapoya-v-moskve14-1.ru/>kapelnica-ot-zapoya-klinika-moskva</a>
Wayneicoky
July 30, 2026, 5:42 pmПомогаем быстро перейти от консультации к конкретному плану: выезд, стационар или наблюдение.
Разобраться лучше - <a href=https://vyvod-iz-zapoya-v-novorossijske2.ru/>помощь вывод из запоя новороссийск</a>
ThomasNeifs
July 30, 2026, 4:38 pmСнятие запоя – это не только прекращение приема спиртных напитков, но и целый комплекс мероприятий, включающий очищение и восстановление организма, а также нормализацию общего состояния больного. В современных условиях наркологическая клиника может предложить вывод из запоя на дому, лечение запоя в стационаре, капельницу, детоксикацию, медикаментозный курс, психологическую поддержку, кодирование, реабилитацию и дальнейшее сопровождение семьи. Такой подход позволяет не просто вывести человека из тяжелого состояния, а определить причины зависимости, подобрать индивидуально эффективное лечение алкоголизма и снизить вероятность повторного срыва.
Узнать больше - <a href=https://vyvod-iz-zapoya-v-anape4.ru/>вывод из запоя на дому недорого анапа</a>
Randallkap
July 30, 2026, 4:10 pmВрач учитывает симптомы, риски, анамнез и семейную ситуацию, чтобы предложить подходящую программу.
Узнать больше - <a href=https://vyvod-iz-zapoya-v-lyubercah14-1.ru/>www.domen.ru</a>
Leroychich
July 30, 2026, 4:05 pmСпециалисты регулярно помогают при интоксикации, запоях, абстиненции и сложных состояниях зависимости.
Детальнее - http://vyvod-iz-zapoya-v-lyubercah14.ru/
Robertcog
July 30, 2026, 3:57 pmС пациентом работают профильные специалисты, которые оценивают состояние и подбирают безопасный план помощи.
Ознакомиться с деталями - <a href=https://narkolog-na-dom-v-novorossijske2.ru/>вызвать нарколога на дом новороссийск</a>
Williamdoove
July 30, 2026, 3:47 pmОбщаемся без осуждения и давления, сохраняя спокойную атмосферу для пациента и семьи.
Подробнее - <a href=https://vyvod-iz-zapoya-v-gelendzhike1.ru/>вывод из запоя вызов на дом</a>
Charlesduafe
July 30, 2026, 2:59 pmНаркологическая помощь в Люберцах может проводиться на дому, амбулаторно или в стационаре клиники. Формат подбирает врач после осмотра пациента, оценки длительности запоя, количества алкоголя, возраста, наличия хронических заболеваний, психического состояния и возможных осложнений. Главный принцип медицинской работы — не просто вывести человека из состояния опьянения или похмельного синдрома, а стабилизировать организм, снизить риск срыва и начать лечение алкогольной зависимости.
Получить дополнительную информацию - http://vyvod-iz-zapoya-v-lyubercah14-2.ru
Jasonodogs
July 30, 2026, 1:57 pmВ данном обзоре представлены основные направления и тренды в области медицины. Мы обсудим актуальные проблемы здравоохранения, свежие открытия и новые подходы, которые меняют представление о лечении и профилактике заболеваний. Эта информация будет полезна как специалистам, так и широкой публике.
Узнайте всю правду - <a href=https://trezvaya-stolitsa.ru/narkologicheskaya-pomosch/kapelnitsa-ot-zapoya/>капельница от запоя на дому</a>
Danielmic
July 30, 2026, 1:29 pmВрач учитывает симптомы, риски, анамнез и семейную ситуацию, чтобы предложить подходящую программу.
Изучить вопрос глубже - <a href=https://vyvod-iz-zapoya-v-stacionare-v-moskve14.ru/>moskva-vyvod-iz-zapoya-na-domu</a>
DavidDrusy
July 30, 2026, 1:22 pmПринимаем заявки круглосуточно, уточняем состояние и подбираем безопасный формат помощи.
Узнать больше - <a href=https://vyvod-iz-zapoya-v-stacionare-v-moskve14-2.ru/>срочный вывод из запоя москва</a>
Roscoenob
July 30, 2026, 1:00 pmС пациентом работают профильные специалисты, которые оценивают состояние и подбирают безопасный план помощи.
Узнать больше - <a href=https://vyvod-iz-zapoya-v-anape6.ru/>вывод из запоя на дому круглосуточно в анапе</a>
Williamdoove
July 30, 2026, 12:34 pmСпециалисты регулярно помогают при интоксикации, запоях, абстиненции и сложных состояниях зависимости.
Получить дополнительные сведения - <a href=https://vyvod-iz-zapoya-v-gelendzhike1.ru/>нарколог на дом вывод из запоя геленджик</a>
Randallkap
July 30, 2026, 12:30 pmВывод из запоя в Люберцах требуется, когда человек несколько дней находится в запойном состоянии, принимает алкоголь, не может самостоятельно остановиться, плохо спит, испытывает тремор, тревогу, тошноту, слабость, скачки давления или признаки отравления. В таких случаях важно не ждать, что организм полностью справится сам, а обратиться за медицинской помощью: врач оценивает состояние пациента, длительность запоя, количество спиртного, наличие хронических заболеваний и подбирает безопасное лечение.
Изучить вопрос глубже - <a href=https://vyvod-iz-zapoya-v-lyubercah14-1.ru/>www.domen.ru</a>
Leroychich
July 30, 2026, 12:24 pmМы работаем круглосуточно, анонимно и ежедневно, включая выходных и праздничные дни. В любое время врач-нарколог приедет на дом для постановки капельниц, с помощью которых проводится очищение организма и снятие алкогольной интоксикации. Выездная бригада приезжает оперативно, а при серьезным состоянии может быть организована транспортировка в стационар, где есть постоянный контроль, лечебной режим, необходимые протоколы и условия для полноценной стабилизации.
Подробнее тут - <a href=https://vyvod-iz-zapoya-v-lyubercah14.ru/>vyvod iz zapoya kapelnica</a>
Randynem
July 30, 2026, 10:32 amЭта публикация исследует взаимосвязь зависимости и психологии. Мы обсудим, как психологические аспекты влияют на появление зависимостей и процесс выздоровления. Читатели смогут понять важность профессиональной поддержки и применения научных подходов в терапии.
Ознакомьтесь поближе - <a href=https://alko-narko.info/sovmestimost-s-lekarstvami/antibiotiki-i-alkogol-vzaimodeystvie.html>антибиотики и алкоголь можно</a>
Wayneicoky
July 30, 2026, 9:07 amПомогаем быстро перейти от консультации к конкретному плану: выезд, стационар или наблюдение.
Получить дополнительные сведения - <a href=https://vyvod-iz-zapoya-v-novorossijske2.ru/>нарколог на дом вывод из запоя в новороссийске</a>
Williamcoize
July 30, 2026, 7:59 amВ Новороссийске вывод из запоя – это курс лечения, помогающий полностью снять симптомы похмелья и алкогольной ломки. Пациенту просто необходимо выведение алкогольных токсинов из организма, потому что именно их присутствие способствует появлению стойкого желания выпить. Поэтому детоксикация является первым этапом помощи, а полноценное лечение алкоголизма включает медикаментозную терапию, кодирование, психологическую поддержку, реабилитацию, работу с мотивацией, профилактику срыва и восстановление нормального образа жизни.
Получить больше информации - <a href=https://vyvod-iz-zapoya-v-novorossijske3.ru/>вывод из запоя в стационаре в новороссийске</a>
KevinAVeby
July 30, 2026, 1:51 amВывод из запоя в стационаре нужен тогда, когда человек уже не может самостоятельно остановиться, плохо переносит отмену спиртных напитков, не спит несколько суток, испытывает тремор, тревожность, скачки давления, боли в области сердца, нарушения со стороны ЖКТ и нервной системы. В таких случаях домашние меры часто оказываются неэффективной попыткой «перетерпеть», а резкий отказ от алкоголя без медицинского наблюдения может привести к осложнениям, белой горячке, психозам, судорогам, аритмии, инфаркту или инсульту.
Получить больше информации - <a href=https://vyvod-iz-zapoya-v-statsionare-v-gelendzhike1.ru/>вывод из запоя в стационаре в геленджике</a>
JustinVen
July 30, 2026, 1:41 amВрач учитывает симптомы, риски, анамнез и семейную ситуацию, чтобы предложить подходящую программу.
Узнать больше - <a href=https://vyvod-iz-zapoya-v-statsionare-v-gelendzhike2.ru/>вывод из запоя в стационаре клиника в геленджике</a>
Jamesrit
July 30, 2026, 12:35 amИнформация об обращении не передается третьим лицам, а детали лечения обсуждаются только с пациентом.
Углубиться в тему - <a href=https://vyvod-iz-zapoya-v-anape3.ru/>вывод из запоя вызов на дом анапа</a>
Howardanarl
July 29, 2026, 8:57 pmВ этом информативном тексте представлены захватывающие события и факты, которые заставят вас задуматься. Мы обращаем внимание на важные моменты, которые часто остаются незамеченными, и предлагаем новые перспективы на привычные вещи. Подготовьтесь к тому, чтобы быть поглощенным увлекательными рассказами!
Изучить аспект более тщательно - https://vyezdnoy-narkolog.ru/kodirovanie/kodirovanie-ot-alkogolizma
Scottsoype
July 29, 2026, 6:42 pmОбщаемся без осуждения и давления, сохраняя спокойную атмосферу для пациента и семьи.
Исследовать вопрос подробнее - <a href=https://vyvod-iz-zapoya-v-anape5.ru/>вывод из запоя на дому круглосуточно</a>
AlfredBah
July 29, 2026, 6:22 pmЗаявку можно оставить в любое время, специалист быстро сориентирует по дальнейшим действиям.
Исследовать вопрос подробнее - <a href=https://vyvod-iz-zapoya-v-novorossijske1.ru/>анонимный вывод из запоя новороссийск</a>
Dennisunduh
July 29, 2026, 6:15 pmС пациентом работают профильные специалисты, которые оценивают состояние и подбирают безопасный план помощи.
Изучить вопрос глубже - <a href=https://vyvod-iz-zapoya-v-novorossijske3.ru/>нарколог на дом вывод из запоя новороссийск</a>
JamesAddew
July 29, 2026, 4:46 pmС пациентом работают профильные специалисты, которые оценивают состояние и подбирают безопасный план помощи.
Углубиться в тему - <a href=https://vyvod-iz-zapoya-v-anape6.ru/>вывод из запоя вызов на дом</a>
Howardanarl
July 29, 2026, 4:45 pmЭтот текст призван помочь читателю расширить кругозор и получить практические знания. Мы используем простой язык, наглядные примеры и структурированное изложение, чтобы сделать обучение максимально эффективным и увлекательным.
Познакомиться с результатами исследований - <a href=https://vyezdnoy-narkolog.ru/lechenie-narkomanii/lechenie-zavisimosti-ot-butirata/>зависимость бутират</a>
BrandonQuert
July 29, 2026, 4:41 pmС пациентом работают профильные специалисты, которые оценивают состояние и подбирают безопасный план помощи.
Разобраться лучше - <a href=https://narkolog-na-dom-v-novorossijske2.ru/>вызов нарколога на дом</a>
JamieNum
July 29, 2026, 4:24 pmПринимаем заявки круглосуточно, уточняем состояние и подбираем безопасный формат помощи.
Узнать больше - <a href=https://vyvod-iz-zapoya-v-gelendzhike4.ru/>вывод из запоя недорого</a>
Jimmiecix
July 29, 2026, 3:24 pmВывод из запоя в стационаре — это профессиональная наркологическая помощь, которая проводится под медицинским наблюдением и с учетом физического состояния человека. Такой формат выбирают, когда домашнего лечения уже недостаточно, когда запой длится несколько дней, появились тремор, страх, бессонница, скачки давления, нарушения со стороны сердца, печени, жкт или нервной системы. В стационаре врач проводит осмотр, оценивает тяжесть интоксикации, подбирает препараты, контролирует пульс, давление, сон, уровень жидкости и общее самочувствие.
Подробнее тут - http://vyvod-iz-zapoya-v-statsionare-v-gelendzhike3.ru
ThomasDub
July 29, 2026, 3:14 pmПомогаем быстро перейти от консультации к конкретному плану: выезд, стационар или наблюдение.
Ознакомиться с деталями - <a href=https://narkolog-na-dom-v-novorossijske1.ru/>нарколог на дом анонимно</a>
Richardleamy
July 29, 2026, 3:04 pmИнформация об обращении не передается третьим лицам, а детали лечения обсуждаются только с пациентом.
Детальнее - <a href=https://vyvod-iz-zapoya-v-gelendzhike3.ru/>вывод из запоя на дому круглосуточно геленджик</a>
KevinAVeby
July 29, 2026, 2:17 pmСхема помощи зависит от состояния, стажа употребления, противопоказаний и дальнейших целей лечения.
Подробнее тут - <a href=https://vyvod-iz-zapoya-v-statsionare-v-gelendzhike1.ru/>наркология вывод из запоя в стационаре</a>
JustinVen
July 29, 2026, 2:13 pmИнформация об обращении не передается третьим лицам, а детали лечения обсуждаются только с пациентом.
Узнать больше - <a href=https://vyvod-iz-zapoya-v-statsionare-v-gelendzhike2.ru/>вывод из запоя в стационаре клиника геленджик</a>
Jamesrit
July 29, 2026, 1:24 pmПомощь оказывают врачи с практикой в наркологии, психиатрии и восстановительной терапии.
Изучить вопрос глубже - <a href=https://vyvod-iz-zapoya-v-anape3.ru/>врач вывод из запоя анапа</a>
BrandonQuert
July 29, 2026, 1:16 pmЗаявку можно оставить в любое время, специалист быстро сориентирует по дальнейшим действиям.
Детальнее - <a href=https://narkolog-na-dom-v-novorossijske2.ru/>запой нарколог на дом новороссийск</a>
Jimmiecix
July 29, 2026, 12:52 pmСостояние пациента отслеживается на каждом этапе, от первичной консультации до дальнейших рекомендаций.
Подробнее - <a href=https://vyvod-iz-zapoya-v-statsionare-v-gelendzhike3.ru/>нарколог вывод из запоя в стационаре в геленджике</a>
ThomasDub
July 29, 2026, 12:47 pmНарколог на дом — это удобный и безопасный способ получить профессиональную медицинскую помощь без поездки в клинику, если человек находится в состоянии запоя, алкогольной интоксикации, наркотической ломки, сильного похмелья, тревоги, бессонницы или резкого ухудшения самочувствия. Выездной врач проводит осмотр пациента, оценивает состояние организма, подбирает препараты, ставит капельницу, выполняет необходимые лечебные действия и дает рекомендации по дальнейшему лечению. Такая наркологическая помощь особенно важна, когда ситуация требует быстрого реагирования, а ехать самостоятельно в центр, диспансер или стационар невозможно.
Детальнее - <a href=https://narkolog-na-dom-v-novorossijske1.ru/>нарколог на дом</a>
Dennisunduh
July 29, 2026, 12:41 pmПомощь может включать консультацию, детоксикацию, стационар и дальнейшее сопровождение по показаниям.
Углубиться в тему - <a href=https://vyvod-iz-zapoya-v-novorossijske3.ru/>нарколог на дом вывод из запоя в новороссийске</a>
Scottsoype
July 29, 2026, 12:07 pmВывод из запоя — это не бытовая процедура и не обычное похмельное облегчение, а медицинский процесс, направленный на безопасное прерывание многодневного употребления алкоголя, очищение крови, восстановление функций внутренних органов и снижение нагрузки на нервную, сердечно-сосудистую, пищеварительную и выделительную системы. Когда человек не может перестать пить самостоятельно, дозы спиртного растут, сон пропадает, появляется тревога, тремор, слабость, тошнота, страх, агрессия или спутанность мыслей, важно не тянуть время и вызвать врача. Даже если запой длится два дня, несколько недель, месяцев или повторяется из года в год, отсутствие медицинской помощи может привести к тяжелой интоксикации, белой горячке, инфарктам, инсультам, психозам и другим опасным осложнениям.
Выяснить больше - <a href=https://vyvod-iz-zapoya-v-anape5.ru/>вывод из запоя на дому недорого в анапе</a>
RamonDop
July 29, 2026, 8:05 amРекомендации строятся вокруг состояния человека, а не по универсальному шаблону для всех случаев.
Получить больше информации - <a href=https://narkolog-na-dom-v-novorossijske3.ru/>www.domen.ru</a>
Johnnyham
July 29, 2026, 7:11 amАлкоголь является сильным наркотиком, зависимость формируется и на физиологическом, и на психологическом уровне, поэтому такое состояние требует комплексной работы сразу нескольких специалистов. Нарколог, врач общей практики, психолог, психотерапевт, психиатр и реабилитационный персонал помогают разобраться, почему человек начал пить, почему не может выйти из запоя самостоятельно, какие проблемы семьи усиливают употребление спиртного и нужна ли госпитализация. Главный вопрос при обращении — не только как быстро прокапаться, а как провести полный путь от детоксикации до устойчивой трезвости.
Ознакомиться с деталями - <a href=https://vyvod-iz-zapoya-v-anape1.ru/>вывод из запоя вызов</a>
Edwinroolf
July 29, 2026, 6:24 amДлительное употребление алкоголя в больших количествах приводит к сильной интоксикации организма. В результате развивается алкогольная зависимость, которая проявляется в желании продолжать пить. Запой становится причиной множества осложнений: от повышения артериального давления, печеночной недостаточности и нарушений работы сердца до галлюцинаций и белой горячки. Многие выбирают профессиональное лечение, чтобы избежать негативных последствий.
Подробнее - <a href=https://vyvod-iz-zapoya-v-gelendzhike2.ru/>вывод из запоя на дому в геленджике</a>
Jamesrit
July 29, 2026, 6:07 amСнятие запоя – это не только прекращение приема спиртных напитков, но и целый комплекс мероприятий, включающий очищение и восстановление организма, а также нормализацию общего состояния больного. В современных условиях наркологическая клиника может предложить вывод из запоя на дому, лечение запоя в стационаре, капельницу, детоксикацию, медикаментозный курс, психологическую поддержку, кодирование, реабилитацию и дальнейшее сопровождение семьи. Такой подход позволяет не просто вывести человека из тяжелого периода, а определить причины зависимости, подобрать индивидуально эффективное лечение алкоголизма и снизить вероятность повторного срыва.
Разобраться лучше - <a href=https://vyvod-iz-zapoya-v-anape3.ru/>вывод из запоя клиника</a>
Richardleamy
July 29, 2026, 5:38 amЗаявку можно оставить в любое время, специалист быстро сориентирует по дальнейшим действиям.
Изучить вопрос глубже - <a href=https://vyvod-iz-zapoya-v-gelendzhike3.ru/>вывод из запоя на дому цена геленджик</a>
Williamcoize
July 29, 2026, 2:51 amВывод из запоя — это медицинская процедура, направленная на снятие алкогольной интоксикации, очищение организма от продуктов распада этанола, стабилизацию физического и психического состояния пациента. Когда употребление алкоголя продолжается несколько дней, недели или месяцев, организм испытывает серьезные нагрузки: страдают печень, почки, сердце, сосудистая и нервная системы, ухудшается сон, появляется тревожность, агрессия, рвота, головные боли, потеря сил, дезориентация и риск белой горячки. В таком случае нужна не просто домашняя помощь, а профессиональная наркологическая помощь под контролем врача.
Подробнее можно узнать тут - <a href=https://vyvod-iz-zapoya-v-novorossijske3.ru/>вывод из запоя в стационаре новороссийск</a>
ClaytonPerce
July 29, 2026, 2:22 amЗаявку можно оставить в любое время, специалист быстро сориентирует по дальнейшим действиям.
Детальнее - <a href=https://vyvod-iz-zapoya-v-novorossijske1.ru/>вывод из запоя дешево новороссийск</a>
Jimmiecix
July 29, 2026, 2:19 amБыстро собираем первичную информацию, оцениваем риски и предлагаем подходящий вариант обращения.
Исследовать вопрос подробнее - <a href=https://vyvod-iz-zapoya-v-statsionare-v-gelendzhike3.ru/>наркология вывод из запоя в стационаре</a>
Jamesrit
July 29, 2026, 1:00 amПомощь оказывают врачи с практикой в наркологии, психиатрии и восстановительной терапии.
Выяснить больше - <a href=https://vyvod-iz-zapoya-v-anape3.ru/>вывод из запоя дешево</a>
AlfredBah
July 29, 2026, 1:00 amНаркологическая помощь особенно важна, когда запой повторяется не первый раз, употребление спиртного носит систематический характер, а человек уже пытался бросить пить, но снова срывался. В таких случаях капельница и детоксикация облегчают ломку, но не вылечивают алкогольную зависимость полностью. Поэтому профессиональный центр предлагает не только срочный вывод из запоя, но и лечение алкоголизма, кодирование, психотерапию, реабилитационный курс, мотивационную беседу, поддержку родственников и восстановительную терапию после интоксикации.
Детальнее - <a href=https://vyvod-iz-zapoya-v-novorossijske1.ru/>вывод из запоя капельница на дому</a>
Dennisunduh
July 29, 2026, 12:43 amВ Новороссийске вывод из запоя – это курс лечения, помогающий полностью снять симптомы похмелья и алкогольной ломки. Пациенту просто необходимо выведение алкогольных токсинов из организма, потому что именно их присутствие способствует появлению стойкого желания выпить. Поэтому детоксикация является первым этапом помощи, а полноценное лечение алкоголизма включает медикаментозную терапию, кодирование, психологическую поддержку, реабилитацию, работу с мотивацией, профилактику срыва и восстановление нормального образа жизни.
Получить больше информации - https://vyvod-iz-zapoya-v-novorossijske3.ru
JustinVen
July 29, 2026, 12:27 amВывод из запоя в стационаре позволяет вывести токсины, стабилизировать физическое состояние, восстановить водно-солевой баланс, нормализовать сон, снизить страх, тревожность и риск повторного употребления алкоголя. Мы понимаем, что близкого человека бывает трудно уговорить лечиться, особенно если он не считает запой проблемой или боится огласки. Поэтому наркологическая помощь организована анонимно, с учетом тяжести состояния, возраста, длительности употребления, хронических болезней и общего самочувствия.
Детальнее - <a href=https://vyvod-iz-zapoya-v-statsionare-v-gelendzhike2.ru/>вывод из запоя в стационаре клиника</a>
Jimmiecix
July 28, 2026, 11:35 pmЛечение в стационаре позволяет провести детоксикацию, снять абстинентный синдром, уменьшить тревожность, восстановить сон и подготовить человека к дальнейшей терапии алкогольной зависимости. В нашей клинике помощь организована круглосуточно: можно оставить заявку через форму сайта, получить онлайн-консультацию, вызвать специалиста, заказать транспортировку или уточнить цены по телефону. Поэтому в нашей частной клинике в Краснодаре лечение проходит строго анонимно.
Углубиться в тему - <a href=https://vyvod-iz-zapoya-v-statsionare-v-gelendzhike3.ru/>вывод из запоя в стационаре</a>
Douglasges
July 28, 2026, 10:49 pmВ данном обзоре представлены основные направления и тренды в области медицины. Мы обсудим актуальные проблемы здравоохранения, свежие открытия и новые подходы, которые меняют представление о лечении и профилактике заболеваний. Эта информация будет полезна как специалистам, так и широкой публике.
Полезно знать - <a href=https://lux-clinic.ru/stati/snyus-chto-ehto-ehffekt-i-posledstviya-narkotika.html>снюс последствия</a>
BrandonQuert
July 28, 2026, 10:33 pmВрач учитывает симптомы, риски, анамнез и семейную ситуацию, чтобы предложить подходящую программу.
Получить больше информации - <a href=https://narkolog-na-dom-v-novorossijske2.ru/>вызов нарколога на дом новороссийск</a>
Dennisunduh
July 28, 2026, 10:12 pmПродолжительное употребление алкоголя вызывает опасные последствия для здоровья из-за сильной алкогольной интоксикации, а также наносит вред многим другим факторам, влияющим на качество жизни. Запой разрушает работу внутренних органов, приводит к обезвоживанию, нарушению солевого баланса, повышению давления, сбоям сердечно-сосудистой системы, обострению хронических заболеваний, депрессии, страху, бессоннице и неадекватному поведению. Чем дольше больной продолжает пить, тем больше токсинов накапливается в крови, тем тяжелее проходит процесс выхода из запойного состояния и тем выше вероятность инфаркта, инсульта, психоза, делирия, судорожных припадков и других тяжелых последствий.
Получить дополнительную информацию - <a href=https://vyvod-iz-zapoya-v-novorossijske3.ru/>вывод из запоя вызов город</a>
KevinAVeby
July 28, 2026, 10:01 pmНаркологическая помощь в стационаре — это шанс прервать замкнутый круг и сделать первый шаг к восстановлению. В стационаре рядом находится врач, средний медицинский персонал, медсестры и специалисты наркологии, которые контролируют пульс, давление, сон, реакции на препараты и динамику улучшения. Такой подход особенно важен при длительных запоях, когда организм человека уже истощен, а самостоятельный выход из запоя становится опасен для жизни.
Ознакомиться с деталями - <a href=https://vyvod-iz-zapoya-v-statsionare-v-gelendzhike1.ru/>вывод из запоя в стационаре клиника в геленджике</a>
JustinVen
July 28, 2026, 10:00 pmНаркологическая помощь в стационаре — это шанс прервать замкнутый круг и сделать первый шаг к восстановлению. В стационаре рядом находится врач, средний медицинский персонал, медсестры и специалисты наркологии, которые контролируют пульс, давление, сон, реакции на препараты и динамику улучшения. Такой подход особенно важен при длительных запоях, когда организм человека уже истощен, а самостоятельный выход из запоя становится опасен для жизни.
Узнать больше - <a href=https://vyvod-iz-zapoya-v-statsionare-v-gelendzhike2.ru/>вывод из запоя в стационаре геленджик</a>
JamieNum
July 28, 2026, 9:54 pmВ частной клинике вывод из запоя на дому или в стационаре проводится анонимно, конфиденциально и при добровольном согласии. Наркологическая служба работает круглосуточно, включая выходных и праздников, поэтому вызвать врача можно в любое время. Пациент или его близкий получает консультацию нарколога по телефону, узнает стоимость, условия выезда, возможные противопоказания, состав капельницы и порядок оказания медицинской помощи.
Исследовать вопрос подробнее - <a href=https://vyvod-iz-zapoya-v-gelendzhike4.ru/>анонимный вывод из запоя</a>
JamesAddew
July 28, 2026, 9:51 pmСоблюдаем конфиденциальность, бережно общаемся с пациентом и его близкими на каждом этапе.
Узнать больше - <a href=https://vyvod-iz-zapoya-v-anape6.ru/>помощь вывод из запоя анапа</a>
RamonDop
July 28, 2026, 9:39 pmНарколог на дом — это профессиональная медицинская помощь в ситуации, когда человек не может самостоятельно приехать в клинику, находится в состоянии запоя, алкогольной интоксикации, наркотической ломки, сильного похмелья, тревоги, бессонницы или резкого ухудшения самочувствия. Выездной врач проводит осмотр пациента, оценивает состояние организма, подбирает препараты, ставит капельницу, выполняет необходимые процедуры и дает рекомендации по дальнейшему лечению. Такая наркологическая помощь помогает быстро стабилизировать больного, снизить риск осложнений и начать восстановление без лишней задержки.
Детальнее - <a href=https://narkolog-na-dom-v-novorossijske3.ru/>врач нарколог на дом в новороссийске</a>
Edwinroolf
July 28, 2026, 9:21 pmСпециалисты регулярно помогают при интоксикации, запоях, абстиненции и сложных состояниях зависимости.
Подробнее можно узнать тут - <a href=https://vyvod-iz-zapoya-v-gelendzhike2.ru/>вывод из запоя вызов на дом геленджик</a>
Johnnyham
July 28, 2026, 9:18 pmВывод из запоя — это медицинский процесс, направленный на безопасное прерывание длительного употребления алкоголя, очищение организма от токсинов, восстановление физического самочувствия человека и снижение риска опасных осложнений. Если зависимый продолжает пить несколько дней, недель или даже месяцев, нарушается работа нервной, сердечно-сосудистой, пищеварительной и выделительной системы, страдают внутренние органы, ухудшается сон, появляется страх, головные боли, тошнота и выраженный абстинентный синдром. В такой ситуации важно не ждать, а вызвать врача, чтобы получить профессиональную помощь быстро, анонимно и под контролем специалистов.
Подробнее тут - <a href=https://vyvod-iz-zapoya-v-anape1.ru/>вывод из запоя анапа</a>
ThomasDub
July 28, 2026, 8:51 pmНарколог на дом — это удобный и безопасный способ получить профессиональную медицинскую помощь без поездки в клинику, если человек находится в состоянии запоя, алкогольной интоксикации, наркотической ломки, сильного похмелья, тревоги, бессонницы или резкого ухудшения самочувствия. Выездной врач проводит осмотр пациента, оценивает состояние организма, подбирает препараты, ставит капельницу, выполняет необходимые лечебные действия и дает рекомендации по дальнейшему лечению. Такая наркологическая помощь особенно важна, когда ситуация требует быстрого реагирования, а ехать самостоятельно в центр, диспансер или стационар невозможно.
Подробнее можно узнать тут - http://narkolog-na-dom-v-novorossijske1.ru
ClaytonPerce
July 28, 2026, 7:47 pmПомощь можно получить анонимно, с аккуратным оформлением и внимательным отношением к личным данным.
Выяснить больше - http://vyvod-iz-zapoya-v-novorossijske1.ru
Richardleamy
July 28, 2026, 6:54 pmИнформация об обращении не передается третьим лицам, а детали лечения обсуждаются только с пациентом.
Подробнее - <a href=https://vyvod-iz-zapoya-v-gelendzhike3.ru/>вывод из запоя в геленджике</a>
ThomasDub
July 28, 2026, 4:39 pmПомогаем быстро перейти от консультации к конкретному плану: выезд, стационар или наблюдение.
Узнать больше - <a href=https://narkolog-na-dom-v-novorossijske1.ru/>запой нарколог на дом в новороссийске</a>
Douglasges
July 28, 2026, 4:37 pmЭта публикация посвящена актуальным вопросам современной медицины и здравоохранения. Мы обсудим новейшие технологии диагностики и лечения, а также их влияние на продолжительность и качество жизни. Читатель найдет здесь информацию о научных исследованиях и перспективных разработках, доступно изложенную для широкой аудитории.
Полезно знать - <a href=https://lux-clinic.ru/ubod/>убод цена</a>
BrandonQuert
July 28, 2026, 4:23 pmНарколог на дом приезжает в экстренных и неотложных ситуациях и быстро оценивает состояние и сразу начинает необходимые процедуры. Врач может провести вывод из запоя, снятие абстинентного синдрома, медикаментозное вытрезвление, стабилизацию давления, инфузионную терапию, подбор лекарств, мотивационную беседу и первичный план восстановления. Помощь оказывается анонимно, без постановки на учет, без лишних опознавательных знаков и без передачи персональных данных третьим лицам.
Получить дополнительную информацию - <a href=https://narkolog-na-dom-v-novorossijske2.ru/>врач нарколог на дом</a>
KevinAVeby
July 28, 2026, 4:12 pmВывод из запоя в стационаре нужен тогда, когда человек уже не может самостоятельно остановиться, плохо переносит отмену спиртных напитков, не спит несколько суток, испытывает тремор, тревожность, скачки давления, боли в области сердца, нарушения со стороны ЖКТ и нервной системы. В таких случаях домашние меры часто оказываются неэффективной попыткой «перетерпеть», а резкий отказ от алкоголя без медицинского наблюдения может привести к осложнениям, белой горячке, психозам, судорогам, аритмии, инфаркту или инсульту.
Получить больше информации - <a href=https://vyvod-iz-zapoya-v-statsionare-v-gelendzhike1.ru/>стационар вывод из запоя в геленджике</a>
Richardleamy
July 25, 2026, 4:38 amЗапой является опасным состоянием, которое развивается при длительном употреблении спиртного и требует немедленного вмешательства. Специализированная помощь позволяет провести комплексное очищение организма, снять интоксикацию и нормализовать физическое и психическое состояние. Опытные специалисты с большим стажем работают круглосуточно, обеспечивая анонимность и высокий уровень услуг. Если вы хотите помочь близкому справиться с проблемой, квалифицированная поддержка позволит эффективно выйти из сложной ситуации.
Подробнее можно узнать тут - <a href=https://vyvod-iz-zapoya-v-gelendzhike3.ru/>вывод из запоя на дому круглосуточно</a>